



















型号PMPM,油箱容积600ML,耗气量60L/min(单个油气出口耗气量),耗油量20-40ml/H(最小耗油量)
微量润滑也叫做最小量润滑,英文为 Minimal Quantity Lubrication(MQL),是一种金属加工的润滑方式,即半干式切削,指将压缩气体 ( 空气、氮气、二氧化碳等 ) 与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。切削液的用量一般仅为
规格及参数什么是微量润滑(MQL)>>
微量润滑也叫做最小量润滑,英文为Minimal Quantity Lubrication(MQL),是一种金属加工的润滑方式,即半干式切削,指将压缩气体( 空气、氮气、二氧化碳等) 与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。切削液的用量一般仅为0.02~0.4L/h,可有效减小刀具与工件、刀具与切屑之间的摩擦,防止粘结,延长刀具寿命,提高加工表面质量。
什么是超低温微量润滑(CA-MQL)>>
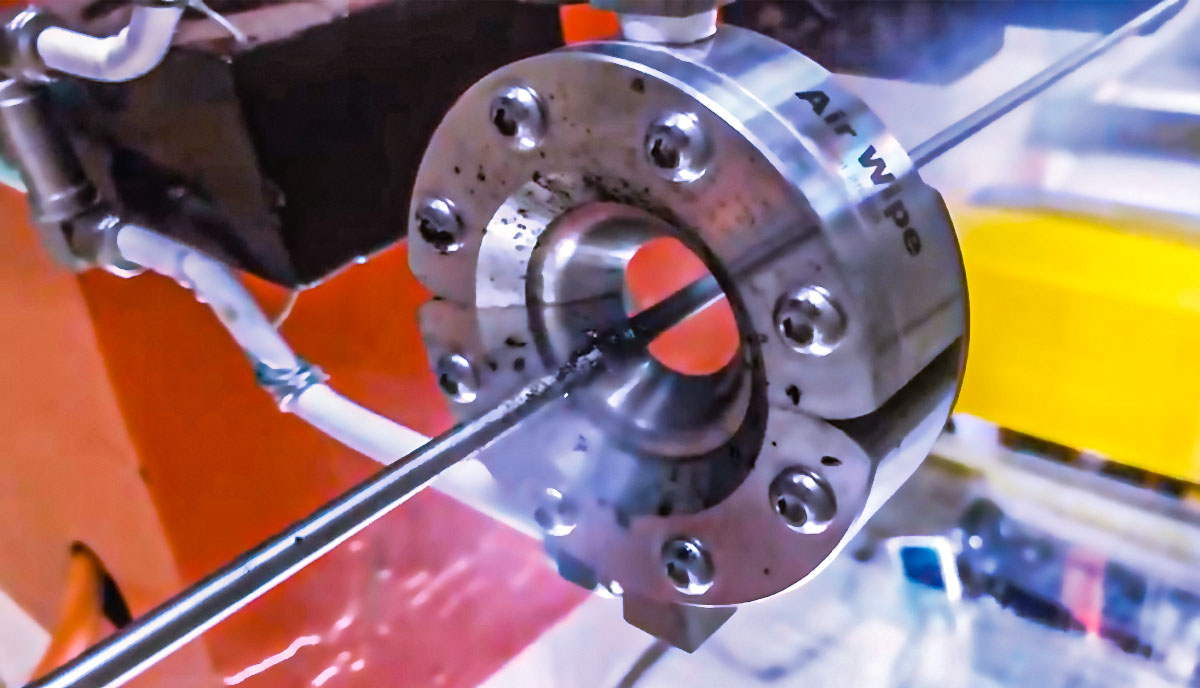
所谓的超低温微量润滑(CA-MQL)是指采用空气涡流技术将压缩空气降温至0至-15度,再将冷气(压缩空气)与切削油液混合后喷出,一方面提高切削区换热的强度,改善换热效果,更有效的降温冷却;另一方面,换热效果的提高又可以使润滑油雾形成的润滑膜进一步保持润滑能力,从而达到降温冷却润滑的双重目的。
低温微量润滑能有效降低机加工刀具的温度,并产生润滑效果,提高刀具使用寿命,增加工件表面质量,干式切削得以真正实现,并且无油雾产生对作业环境无污染。
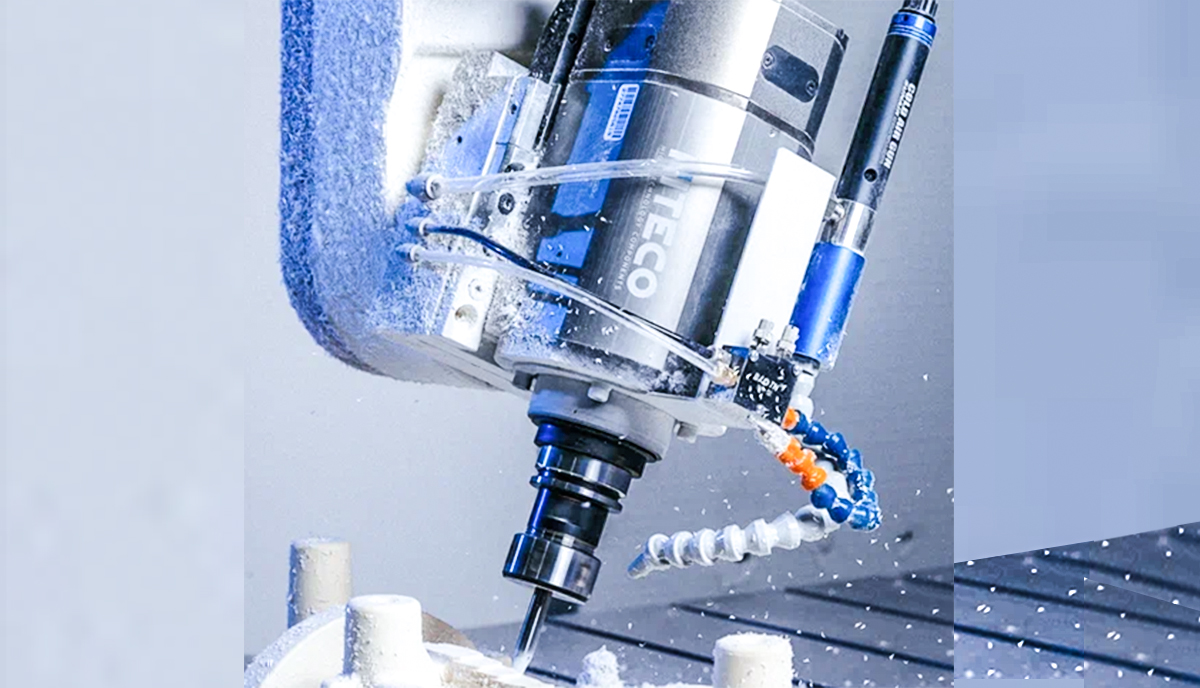
应用场合>>
1、加工中心微量润滑冷却
2、数控车床微量润滑冷却
3、滚齿铣齿微量润滑冷却
4、锯床带锯微量润滑冷却
5、钻孔微量润滑冷却
低温微量润滑与风冷比较 >>
低温MQL的切削力比风冷车削力要小接近25%,切削温度要低30%,主要原因还是在于低温MQL比单纯风冷多了少许切削油液,而这些切削油液在冷风高速气流的携带下,润滑油微粒,进入金属间隙,吸附在金属表面,对刀具、切屑、工件之间的切削区进行强力降温,并迅速在切屑和刀具之间形成油膜,使切屑的温度来不及传递到刀具、工件,这是冷风切削的降温机理。另一方面,在冷风降温同时低温油膜使得切屑与刀具之间摩擦类型发生了变化,由干摩擦,变成了边界摩擦,这使得摩擦减少,同时摩擦热也相应减少。因此,在低温冷风微润滑条件下,切削温度较低,由于油膜的保护刀具在这样的环境下使用寿命更长。
低温微量润滑与传统浇注式冷却比较 >>
低温MQL的切削力比浇注式冷却小5%,切削温度高3%浇注式的冷却主要是靠大量切削液的对流换热方式,浇注式的切削液流量大,但流速低,切削液来不及到达切削主区间隙,而低温微量润滑的雾状切削油液在冷风高速气流的携带下,润滑油微粒,进入金属间隙,吸附在金属表面,摩擦力减少,对刀具、切屑、工件之间的切削区进行强力降温和润滑,由于高压冷气的作用,排屑效果更好,切削力可明显降低。
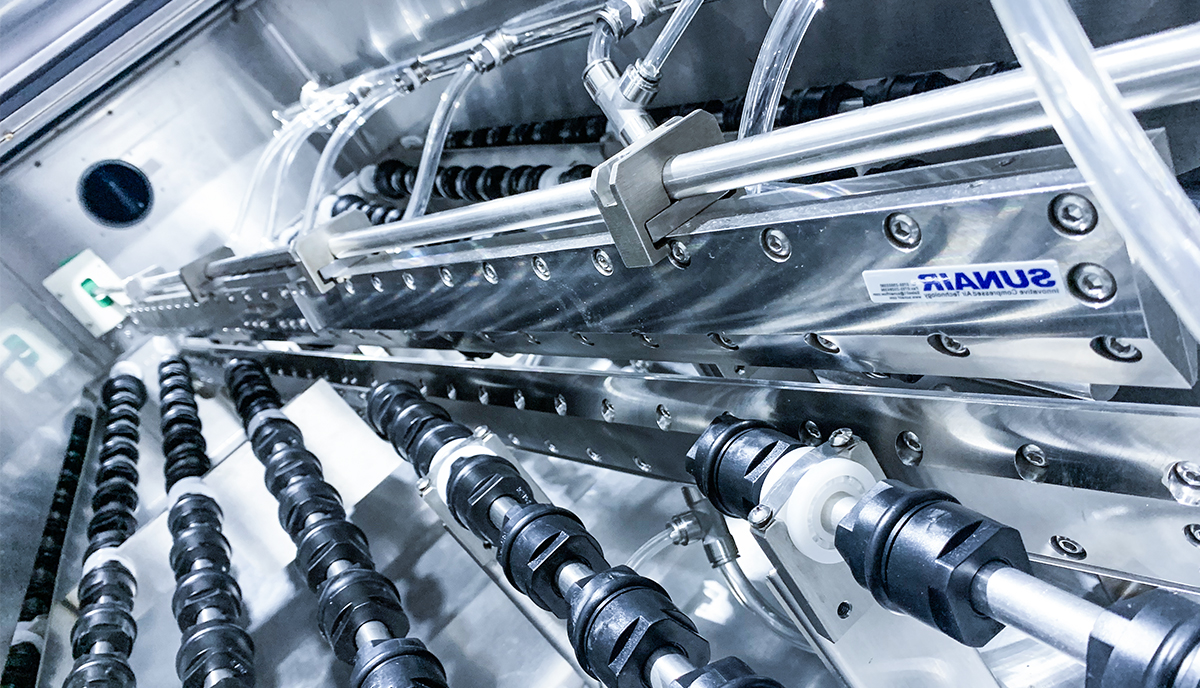
多年来公司专业的技术团队一直致力于MQL微量润滑系统、CA-MQL超低温微量润滑系统及风冷干式切削等产品的研发生产与工业化应用推广。
公司旗下产品微量润滑系统主要应用于金属加工场合。为各大企业提供完整的解决方案,利用空气高效清洁的特性帮助企业解决生产中遇到干式切削难题,达到提搞生产效率、节能降耗,保护环境,保护人身安全的目的。
一、微量润滑泵使用说明:

1.微量气动泵配合频率发生器可泵出微量的润滑油液,泵出的油注入油气同轴管中的小油管内,在小油管未端流出与空气流量调节阀所调节的压缩空气混合,通过专用喷嘴喷到冷却润滑区域,可用于各种机械加工,起到冷却润滑、吹屑的作用。
2.气动泵数量可依需求结合使用,单个系统可以组合6个,每一个气动泵的泵油量与油气管的空气流量可以单独调整。
3.泵油量的调节范围为0~0.035毫升/每冲程,泵油量调节器顺时针旋转到底时,油量为0,逆时针转动时,每转动10格刻度为一圈,10格油量为0.007毫升/每冲程,推荐值为10~20格,根据实际需求调整油量大小。
二、注意事项:
1.油品:限用干净油品,油品不得有杂质,油品粘度10~68cst,不得用回收油、水等,或腐蚀性液体。
2.使用干燥的压缩空气,以免影响气动泵的运作。
3.油气同轴管不得折压,会影响润滑油流动,及泵油精度。
4.油箱液位应高于液位开关下限。



为您提供专业化的解决方案